


$1,100.00
This is the 9″ Disk Sander—6″ version coming soon!
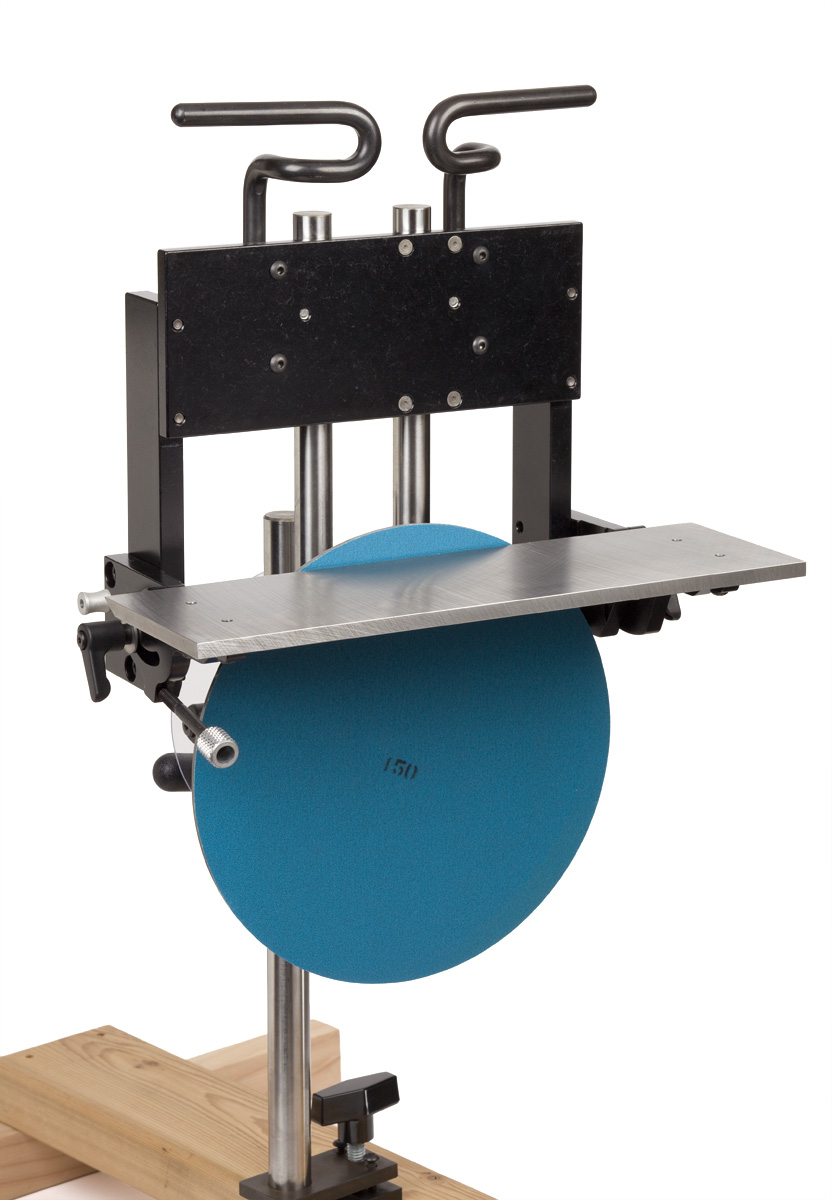
Alberti Hand Powered Disk Sanders were first developed for violin and bowmakers to facilitate the shaping and fitting of small precision parts of wood, metal, shell and plastic. These sanders are also great for sharpening and honing knives, plane blades, gouges and chisels. In our machine shop we use them for sharpening cutting tools and hand flat lapping of small parts.
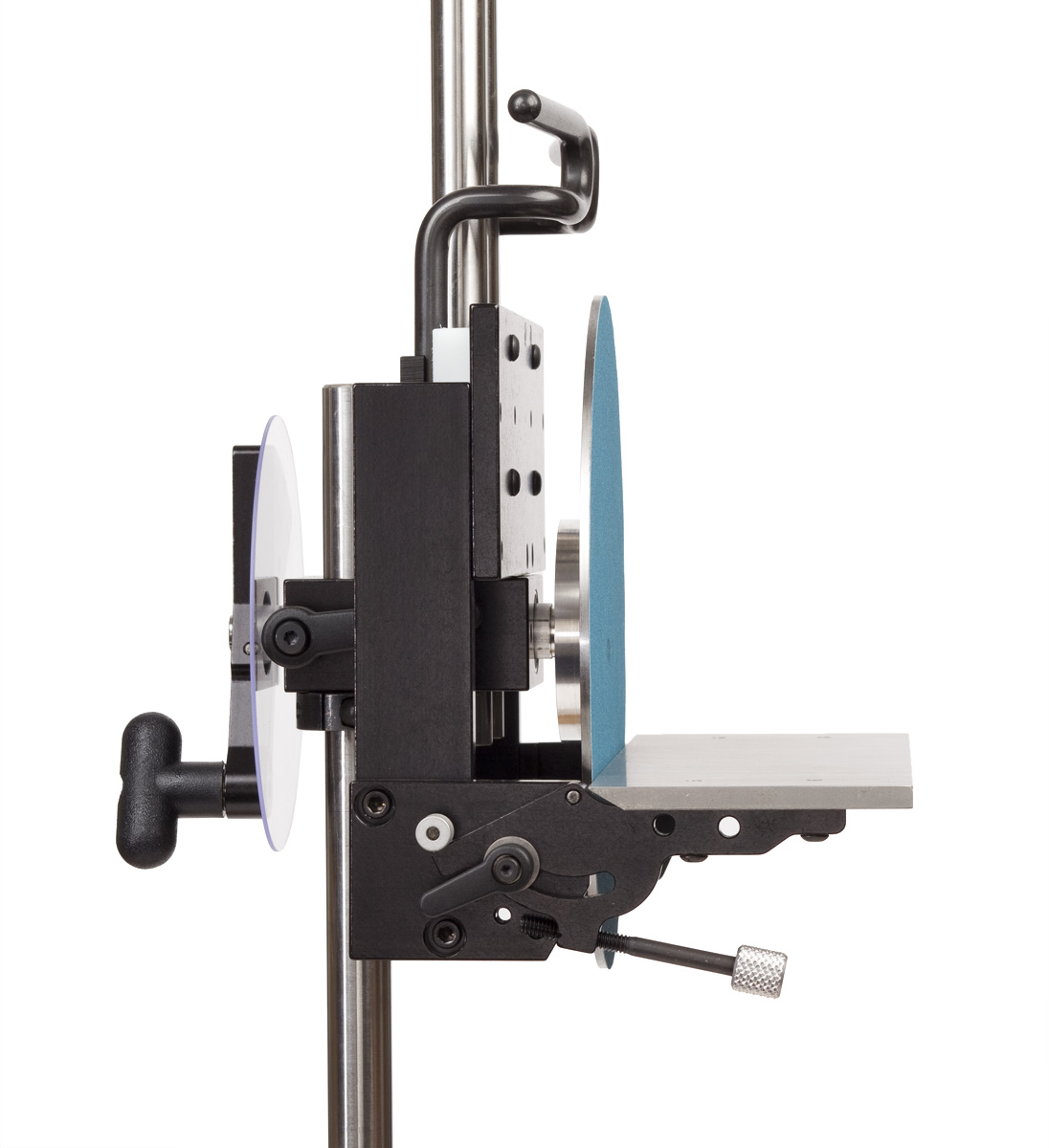
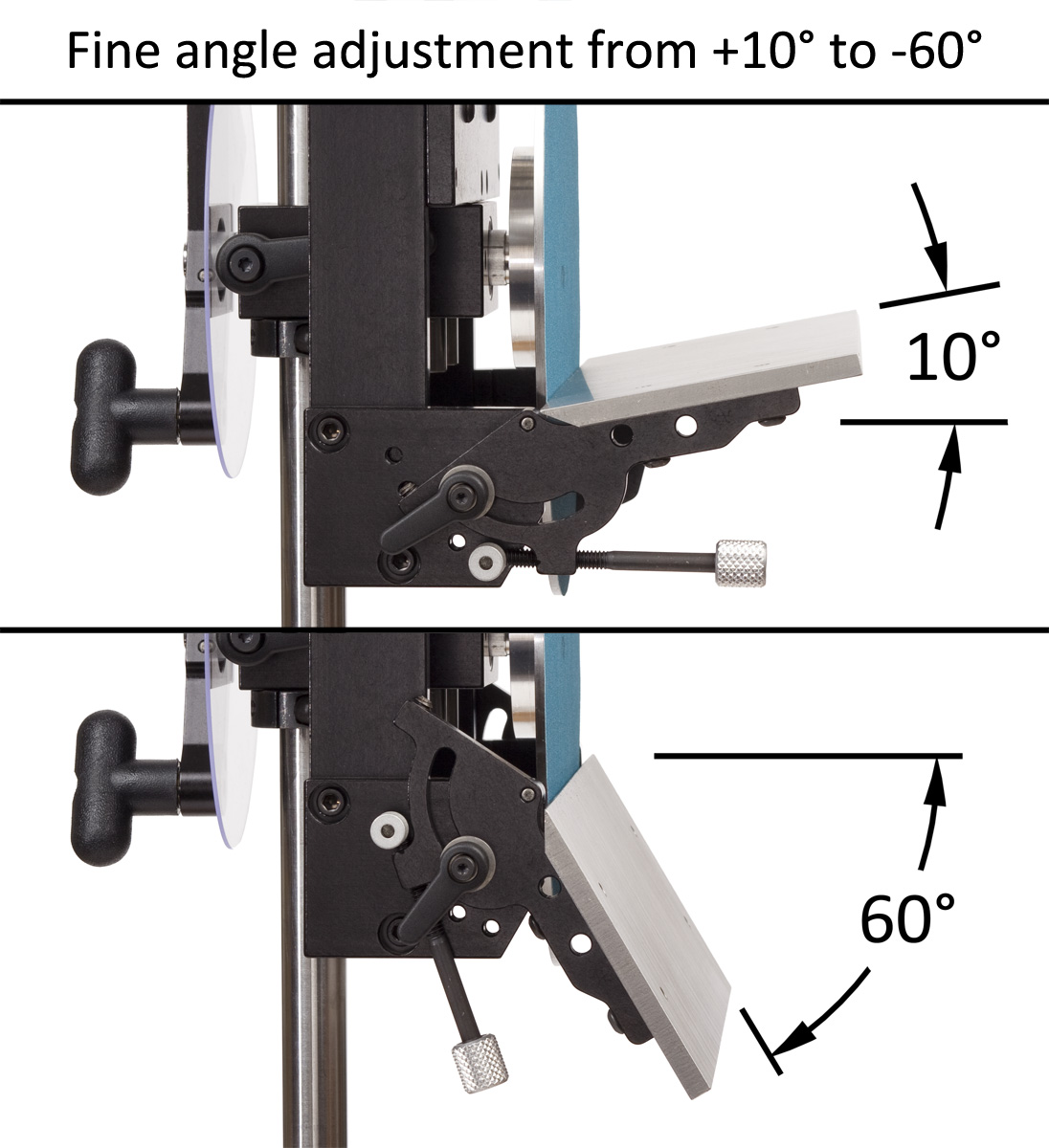
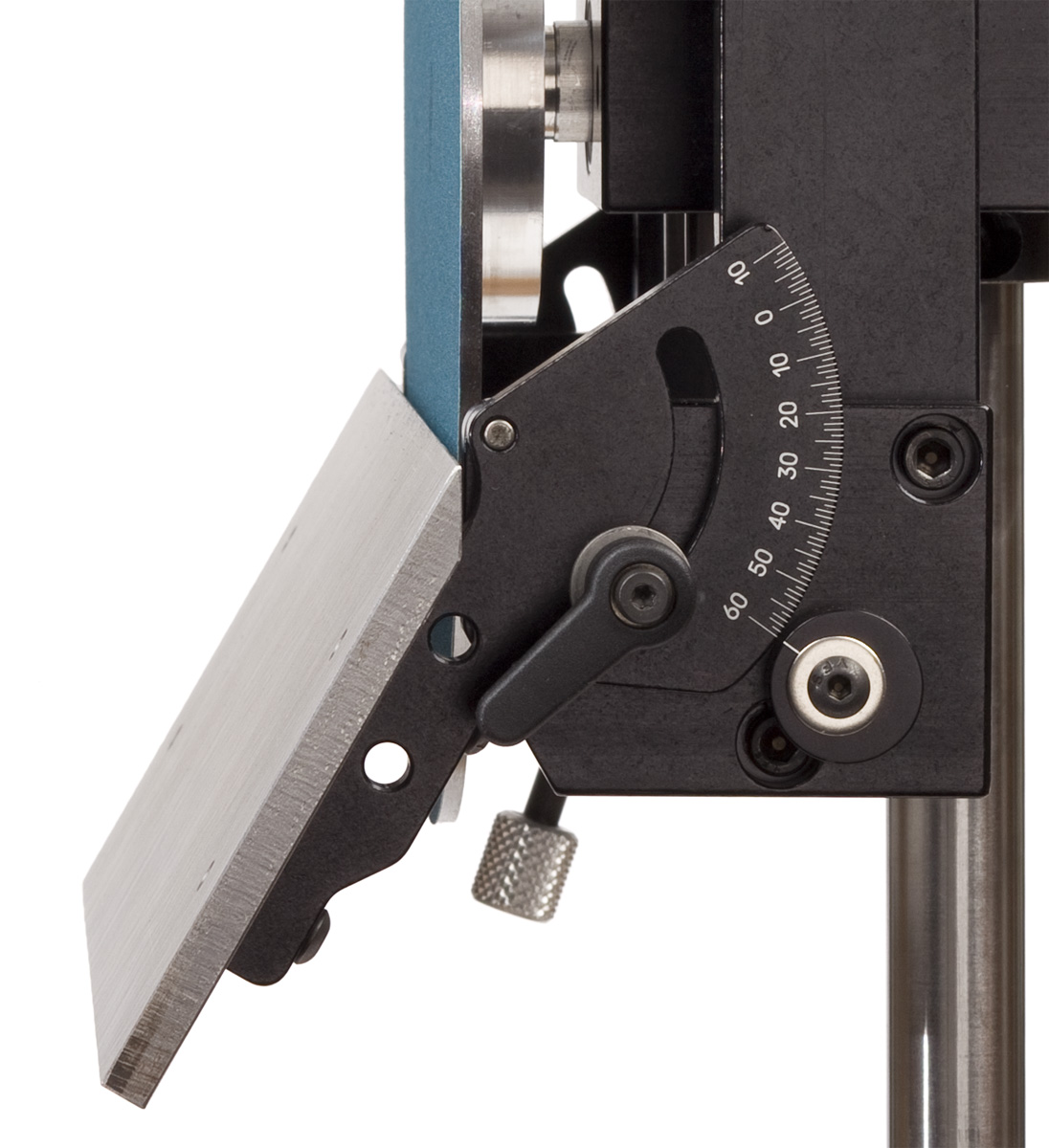
This new model sander is large enough to easily finish cello figure board ends and other larger parts. The table is 4” deep and 12.5” wide and is equipped with a precision fence system. The table tilts down a full 60 degrees and up 10 degrees with a fine adjustment screw that works at all angles. The up tilt enables precision adjusting of violin and viola neck angles.
The sanders feature a magnetic spindle with 9″ interchangeable flat steel disks to accept pressure sensitive adhesive backed sanding and lapping media as well as rubber cushioned, hook faced disks to accept loop back sanding media.
Accessories are available for tool sharpening and for the precision machining and fitting of bow frog slides (You can fit a new slide in ten minutes!). The sander is provided with a bench top clamp and holes for bolt-down mounting. It is set up for right hand operation, but you can use the second post clamping hole for left hand operation. When we have suitable lamps available again we will provide a lamp mounting post for the second hole.
The sander is shipped with four plain steel disks. Extra steel disks, honing disks and sandpaper discs can be ordered separately.
The blue aluminum-zirconia disks provided with our sanding machine are well suited to both wood and metal finishing. This material is somewhat harder and sharper than aluminum oxide but breaks down with use much like silicon carbide. The net effect is this paper retains its sharpness but becomes finer in grit as you use it. The paper will, at first, cut quite aggressively and then settle down to a finer more controlled cut. 400 grit will give a nearly polished finish on tool steel when broken in but, initially, it will leave fairly deep scratches so you should batch your sharpening if you are using new paper in order to break it in with rough grinding until it is suitable for finishing. For all the discs that we use for tool sharpening in our own shop, I run a stone over the sandpaper to knock off the high pieces of grit before we use them. This eliminates any deep scratching and the discs will still have a long life, but with less noticeable change in the coarseness of the grit. The fiber honing wheel will quickly produce a near mirror finish when it follows a broken in 400 grit.
When mounting the PSA discs to the steel disks, we have found that applying some light oil or wax to the surface and wiping it off so very little remains can give enough adhesion of the PSA discs, but make them much easier to remove. Unless you apply too much oil or wax and prevent them from sticking at all. Please look for more information from us as we all get more experience with doing this, and share what you learn by emailing john@windstoneeditions.com.
Extra steel disks will allow you to rotate your grits through as they become effectively finer with use.
If you rough grind your tool at 5° or so less than you want your finished edge you will find it takes very little work with the finer grits to get a perfect edge. Remember that it is only the last quarter millimeter that needs to be scratch free. On good quality steel the honing wheel will remove your grinding burr even if only used on one side of the edge.
With practice of where to apply finger pressure to the blade and which direction to grind you will be able to get a truly flat surface on the backs of your plane blades, flat knives, and chisels.
When using the honing wheel you can eliminate dusting of the compound by very slightly wetting the wheel with kerosene or another very light oil. You will get a slightly less polished finish but not have to worry about the dust. A little kerosene on a paper towel wiped across the wheel is all it takes.
Warning: as with all grinding and sanding, many metals, plastics, woods and polishing compounds contain toxic material and you should take appropriate measures to avoid inhalation of dust.



Recent Comments